SEARCH
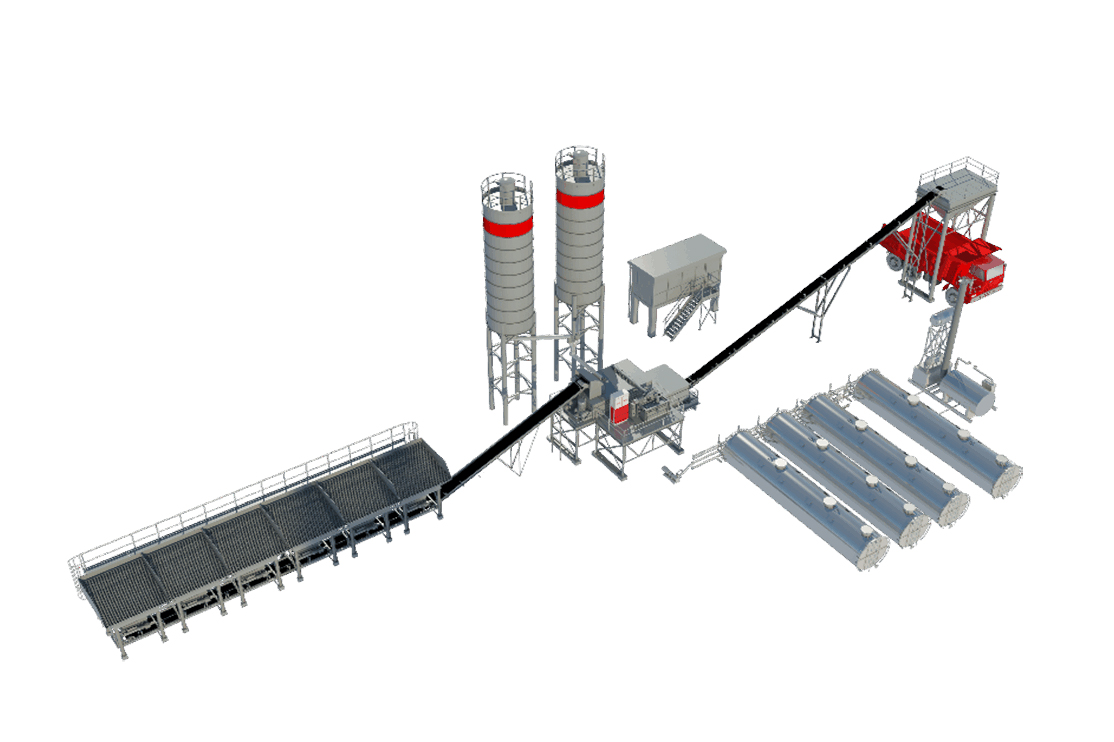


Stationary plant-mixed Cold Recycling: Reclaimed asphalt pavement materials (RAP) are transported to a mixing plant (site or station). There, these materials undergo processes such as crushing, pre-treatment, and screening. They are then mixed at room temperature in a specific ratio with new aggregates and asphaltic recycling agents (including foamed asphalt or emulsified asphalt), as well as active fillers (such as cement or lime) and water. This approach develops an asphalt pavement regeneration technology, wherein the mixture is laid at ambient temperature to form the structural layer of the pavement. The mechanism of the formed pavement lies between that of a rigid base and a flexible base, and is primarily used for the base layer.
1.Incorporating imported frequency converters and PLCs, the system is equipped with a microcomputer-based automation control system. This configuration confirms a long operational lifespan and reliable performance. It offers dual control functions—manual and automatic—that can seamlessly switch between each other.
2.High ingredient accuracy, wide measurement range, and stable metering.
3.The pneumatic control system relies on solenoid valves, air filtration combinations, and large-diameter heavy-duty air cylinders, all of which enhance its reliability for sustained long-term operation.
4.Employing a double-horizontal-shaft continuous mixer with lining plates, the system delivers substantial production capacity and elevated efficiency.
5.The overall structure is modular, centrally arranged, and occupies a small footprint.
6.Featuring modular combinations and a detachable structure, it exhibits characteristics such as rapid disassembly, relocation, block-by-block transport, and assembly during installation.

Model | CRP500 | CRP600 | CRP800 |
Theoretical Production Rate (t/h) | 500 | 600 | 800 |
Mixing Machine | Double Horizontal Shaft Forced Mixer | Double Horizontal Shaft Forced Mixer | Double Horizontal Shaft Forced Mixer |
Single Mixing Machine Power (kw) | 75 | 2x55 | 2x55 |
Number of Mixers | 2 | 2 | 2 |
Maximum Aggregate Particle Size (mm) | 60 | 60 | 60 |
Aggregate Measurement Accuracy | ±2% | ±2% | ±2% |
Filler Measurement Accuracy | ±1% | ±1% | ±1% |
Water Measurement Accuracy | ±1.5% | ±1.5% | ±1.5% |
Bitumen Measurement Accuracy | ±1.5% | ±1.5% | ±1.5% |
Bitumen Scale Capacity | 400L | 450L | 500L |
Aggregate Bin Volume | 4×10m³ | 5×13m³ | 5×15m³ |
Filler Silo Capacity | 2×100T | 2×100T | 2×100T |
Hot Mix Storage Bin Volume | 7m³ | 7m³ | 7m³ |
Discharge Height | 3.7m | 3.7m | 4m |
Bitumen Tank Volume | 2×50m³(optional) | 2×50m³(optional) | 2×50m³(optional) |
Emulsified Asphalt Tank Volume | 2×50m³(optional) | 2×50m³(optional) | 2×50m³(optional) |
Installed Power (Incl. Optional Equipment) | 366kW | 451kW | 474kW |
Overall Dimensions (Length × Width × Height) | 48m×34m×20.5m | 56m×34m×21m | 67m×34m×21.5m |